
安平县慕源丝网制造有限公司
联系人:石经理
手机:13166578878
邮箱:2850126585@qq.com
邮编:053600
地址:河北省衡水市安平县南环工业区,慕源网业
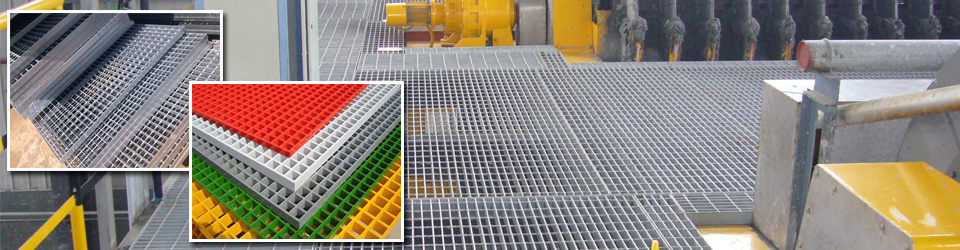
钢格板制品焊接的要点
扁钢和扭绞方钢根据用户的需要,裁成需要的尺寸,并按照一定的排列顺序采用电弧焊.在负载扁钢和横杆的每个交点处,应通过焊接、铆接或压锁将其固定。这样出来的半成品为钢格板黑件。再经过热镀锌、喷漆等等表面处理方式,就是我们常见的热镀锌钢格板了。
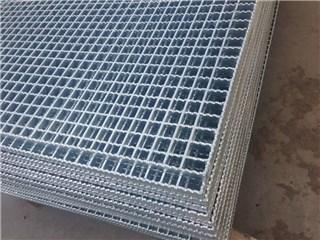
在负载扁钢的端头,应使用与负载扁钢同规格的扁钢进行包边。在特别使用的场合,可使用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。包边采用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。
在包边板不承受荷载的情况下,允许间隔4根负载扁钢焊接一处,但间距不得大于180mm。在包边板承受荷载的情况下,不允许间隔焊接,而且必须满焊。楼梯踏步板的端边板必须单面满焊。与负载扁钢同向的包边板,必须与每一根横杆焊接。
钢格板系列1每五条焊一条;系列2每四条焊一条;系列3每三焊一条。可采用与钢格板载扁钢不同规格的扁钢包边,或用角钢、槽钢、方管等包边。焊缝为不小于3mm的单面角焊,焊缝长20mm。
 |
1、包边采用焊高不小于承载扁钢厚度的单面贴角焊,焊缝长度不得小于承载扁钢厚度的4倍。
2、在包边板不承受荷载的情况下,允许间隔4根承载扁钢焊接一处,但间距不得大于150mm。
3、在包边板承受荷载的情况下,不允许间隔焊接。与承载扁钢同向的包边板,必须与每一根横杆焊接。
4、楼梯踏步板的端边板至少应单面满焊。压焊钢格板和插接钢格板的焊接具体如下:
钢格板中的切口、开孔等于或大于180mm的,应作包边处理。钢格板的负载扁钢,可采用平面扁钢、I型扁钢或纵剪带钢。钢格板的负载扁钢,可以带有齿型,以增加钢格板的防滑力,齿型尺寸平台上的钢格板的最小宽度不得小于300mm。
简单的了解了下钢格板的焊接工艺,是否对钢格板制品更加了解了呐?希望通过我们的努力让更多的人更好的认识钢格板制品的优势。慕源网业全体员工随时欢迎您的到来!石赛13166578878!







- 02-22
监狱隔离网 钢网墙 巡视道隔离网
- 11-21
机场围界是保护机场的一道屏障
- 08-09
机场围界 机场护栏网 金属隔离网
- 06-19
刀刺滚笼 刀片刺绳 蛇腹形刀刺网
- 05-17
机场钢筋网围界 巡视道隔离网 物理围界
- 05-14
浸塑护栏网 水库隔离网 铁丝围栏网
- 05-10
小区 别墅 工厂 学校围墙锌钢护栏
- 04-30
市政护栏 锌钢道路交通护栏 交通隔离栏

